

废水解决方案
面粉厂污水处理解决方案
国家环保总局在国家环境科技发展"十五"计划提纲指出,继续把淀粉工业的废水污染节制技术作为重要内容进行研究。针对淀粉工业废水的特点,人们都在力求研究出一种迅速、高效、低能耗的淀粉废水处置惩罚方法。
面粉厂污水如何处理,下面我们介绍几种淀粉行业废水治理工艺:
一、目前国内淀粉行业废水治理工艺
1.通过二级厌氧(UASB厌氧反应器)
出水COD≤500 mg/L,适合废水进污水处理厂的企业。
2. “厌氧+好氧+生物炭深化处理”工艺
出水COD≤150 mg/L适合不进管网但能进流域的企业。山东淀粉企业采用此种工艺,可实现部分水回用。工艺说明:废水经格栅去除漂浮大块杂物后,流入调节沉淀池调节水量并使水质均衡,再由泵经热交换预热到40-45℃后进入UASB厌氧反应器,靠厌氧微生物的作用,将废水中的有机物分解为CH4和CO2,产生的沼气经水封、缓冲罐后送到沼气利用设施,可回收部分能源。厌氧反应器出水进入缺氧池,经酸化水解后进入组合式生化池,组合式生化池由预曝池、沉淀池和曝气池组成,预曝池和曝气池均安装组合填料,采用曝气软管曝气。废水首先进入预曝池,预曝气可以改变厌氧出水的化学特性,提高废水的氧化还原电位,有利于后续处理单元的运行。废水经沉淀池进入曝气池,在好氧条件,依靠填料上附着的微生物将废水中有机物分解为CO2和H2O,出水经二次沉淀池沉淀后,清水外排。沉淀池的污泥回流到预曝池和曝气池,以保证组合池中拥有足够的污泥浓度和生物量,剩余污泥经浓缩罐后进入干化池,经板框压滤脱水后外运。
3. 厌氧+好氧工艺
工艺说明:淀粉废水进入调节池,然后经泵进入换热器升温,换热器的热源采用蒸气,以便在调试期间对厌氧反应器的进水温度进行调节控制;废水加热到要求温度后从底部进入厌氧反应器,厌氧反应器控制温度在35±1℃,在厌氧反应器中厌氧菌群降解废水中的有机物,将其转化为沼气,沼气依次经水封罐、缓冲罐、流量计计量后送锅炉燃用;厌氧反应器出水进入沉淀池分离挟带的污泥后进入曝气池,在充氧条件下,废水中的有机物被好氧微生物进一步分解为CO2和H2O;曝气池出水由二沉池分离挟带的污泥后,出水满足标准排放;沉淀池污泥回流至曝气池,剩余污泥排至污泥干化池,干化后的污泥做农肥;厌氧反应器产生的沼气依次经水封罐、缓冲罐、流量计计量后送锅炉燃用。
二、化学絮凝处理淀粉生产废水
以玉米为原料生产淀粉时,产生大量高浓度的有机化合物及悬浮物质的废水。一般水质情况见表
国内外常用的淀粉废水处理方法是生化法。该方法具有技术成熟,效果较好、可靠等优点。其缺点是占地面积大,基建投资高,技术难度大,操作管理复杂等。国内一些中小型淀粉厂由于技术和经济条件有限,尤其是北方地区,冬季气温低,采用生化法处理淀粉废水更加困难。实践证明,采用化学絮凝处理方法具有投资少,适应性强,操作简单等优点。因此,化学絮凝法处理这类废水更有前途。
1化学絮凝法处理淀粉废水的机理
淀粉废水含有蛋白质、淀粉、糖类及悬浮物。废水呈高分散系的亲水胶体溶液,这种胶体一般比较稳定。因此,治理这类废水首先要破坏胶体状态。化学絮凝法就是通过药剂的物理化学作用,使废水的胶体破坏,使分散状态的有机物脱稳、凝聚,形成聚集状态的粗颗粒物质从水中分离出来。通过混凝可以去除分子量较大的有机物。而分子量较小的有机物,可以通过活性炭吸附法去除从而达到治理这类废水的目的。
2实验结果及讨论
实验采用静、动态两种方法
2.1静态实验
静态实验是采用烧杯实验,即向5只烧杯中分别加人同样的水样做条件实验,分别加人混凝剂、絮凝剂,经沉淀、砂滤、再吸附,最后测清水中的CODc、SS、氨氮及pH值。
2.1.1混凝剂的选择
分别用CaCl2、FeCl3、聚铝、PFS、FeSO4、CaO及DSZ(工业废渣)作混凝剂,在其它条件相同的情况下,测知DSZ的混凝效果最佳,其加入量为废水体积:DSZ悬浮液体积(DSZ配成2%乳浊液)=1000:60。
2.1.2絮凝剂的选择
通过实验并考虑经济成本,确定PAM(分子量为300万)为最佳的絮凝剂。其用量为废水体积:PAM溶液体积(PAM配成0.1%的溶液)=1000:15~20。有淀粉生产废水需要处理的单位,也可以到中国污水处理工程网的污水宝项目服务平台咨询具备类似污水处理经验的企业。
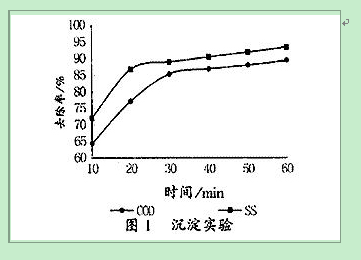
2.1.3沉淀实验
通过混凝、絮凝后实验测知,沉淀时间越长处理效果越好,但考虑到生产实际的需要,沉降30min可以达到良好的处理效果。
2.1.4吸附实验
沉降后的上清液通过砂滤已经接近国家的排放标准,为使出水完全达到排放标准,可再经活性炭吸附。实验结果见表
标签: 面粉厂 污水


{kind=link}